Ter Hoek Vonkerosie groeide in ruim 35 jaar uit tot specialist in draadvonken, zinkvonken en PECM. Maar ook in een hightech productieomgeving blijft er soms een probleem liggen dat zich niet eenvoudig laat oplossen. Gerrit ter Hoek onderzoekt hoe hij ongewenste vonkoverslag in extreem kleine opspanningen onder controle kan krijgen.
Ter Hoek Vonkerosie in Rijssen maakt onderdelen voor onder meer de semiconductorindustrie, de medische sector en de lucht- en ruimtevaart. Het bedrijf is gespecialiseerd in technieken die pas in beeld komen wanneer conventioneel draaien, frezen of boren niet meer voldoet. Gerrit ter Hoek, mede-eigenaar en chief technical officer: "Als een engineer een stervormig gat door een dik metalen onderdeel wil maken, dan kan dat met draadvonken. Je boort een startgat, voert de draad erdoorheen en snijdt de vorm uit. Ook door grote diktes en met hoge nauwkeurigheid." Het bedrijf beschikt over tientallen vonkerosiemachines en PECM-machines. Bij PECM, precision electro chemical machining, wordt materiaal niet met een vonk verwijderd, maar elektrochemisch opgelost.
Vonkoverslag
Ter Hoek droeg drie jaar geleden de dagelijkse leiding van zijn bedrijf over aan zijn zoon. Zelf richt hij zich weer volledig op ‘de techniek’ en het ontwikkelen van nieuwe oplossingen, zoals voor een intern productieprobleem. Het bedrijf maakt jaarlijks grote aantallen extreem kleine precisieonderdelen, zoals asjes van 0,35 millimeter. De asjes worden in kleine gaatjes in een mal gepositioneerd en geklemd. Daarna snijdt een draadvonkmachine met een zeer dunne draad de juiste contour in het product.
Bij draadvonken moet de vonk overspringen op de plek waar materiaal moet verdwijnen. "Je wilt niet dat die vonk ergens anders overspringt", legt Ter Hoek uit. "Als het product niet goed contact maakt met de massa, krijg je ongecontroleerde vonkoverslag. Dan beschadig je het product of je mal. Vergelijk het met lassen: als je geen goed contact hebt, loopt het proces niet goed."
‹‹ Je wilt niet dat die vonk ergens anders overspringt ››
Coaten kan niet
Een logische oplossing zou zijn om de kwetsbare delen in de mal te isoleren. Bijvoorbeeld met een coating in de kleine opspangaatjes. Alleen bleek dat praktisch niet haalbaar. "We hebben het over gaatjes met een lengte-diameterverhouding van ongeveer één op tien. Ook een coating van één micron lukt dan niet. Terwijl we de isolatie juist op die wand nodig hebben."
Keramische insert
Ter Hoek pioniert thuis met een kunststof 3D-printer en dat zette hem aan het denken. “Bij 3D-printen haal je geen materiaal weg, maar breng je het laag voor laag aan.” Het idee ontstond om een insert te printen voor in de mal. Kunststof bleek niet geschikt genoeg vanwege de levensduur en nauwkeurigheid. Ter Hoek kwam uit bij keramische materialen. Keramiek ligt voor de hand omdat het elektrisch isoleert, hard en slijtvast is, goed bestand is tegen hoge temperaturen en chemisch inert is. Ter Hoek liet eerst enkele proefdelen maken bij een extern bedrijf. Die waren nog niet meteen de oplossing, maar ze wezen wel de richting. Vervolgens kwam Ter Hoek in contact met XJet, leverancier van een 3D-printer voor keramiek op basis van NanoParticle Jetting (NPJ). Onder de naam Ter Hoek 3DM richtte hij een nieuw bedrijf op om die techniek verder te verkennen. “Ik wilde het pionieren gescheiden houden van de bestaande productie. Het zijn twee verschillende werelden.”
Inkt in plaats van poeder
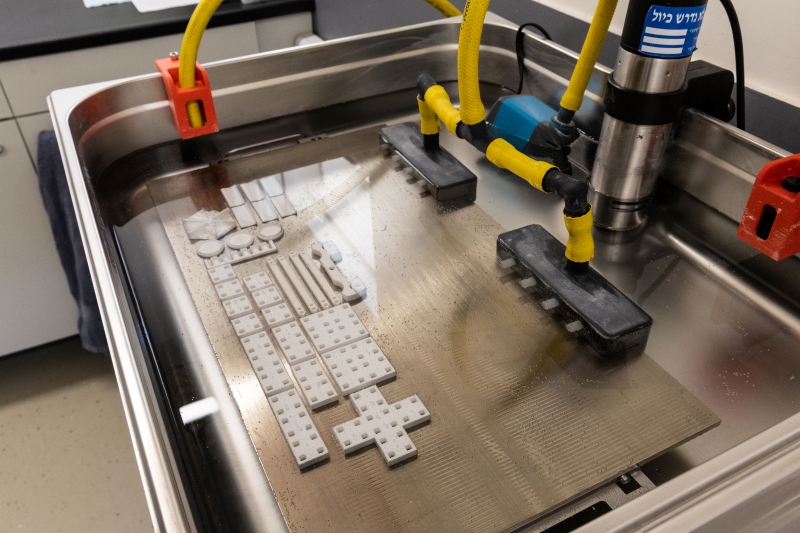
De NPJ-techniek verschilt wezenlijk van veel andere 3D-printprocessen. Niet een poederbed en laser vormen de basis, maar een soort industriële inkjetprinter. Keramische nanodeeltjes, bijvoorbeeld aluminiumoxide of zirkoniumoxide, zweven in een vloeistof. Die ‘inkt’ wordt laag voor laag op een verwarmde plaat geprint. De vloeistof verdampt, de keramische deeltjes blijven achter. Daarna worden de onderdelen van de printplaat losgeweekt, gedroogd en uiteindelijk gesinterd bij zeer hoge temperatuur van 1.550 graden Celsius. De producten krimpen dan circa vijftien procent. Volgens Ter Hoek zit de kracht in de fijnheid van het proces. "Bij poederprinten bepaalt de korrelgrootte mede de nauwkeurigheid en de ruwheid. Daardoor kun je fijnere details maken en krijg je een gladder oppervlak. Dat maakt het interessant voor kleine, complexe onderdelen."
Proces valideren
Het probleem in de draadvonkmallen is daarmee nog niet definitief opgelost. "Ik ben nu drie maanden bezig. Het moet volgens mij lukken om een keramische insert te maken voor de mallen, maar we moeten nog onderzoeken wat de printer kan en wat we in onze mallen moeten aanpassen. Daarna moeten we het proces valideren. Zeker omdat we werken voor sectoren zoals de luchtvaart, waar je niet zomaar iets in je proces mag wijzigen."
Voor Ter Hoek voelt het als terug naar het begin. In 1990 kocht hij zijn eerste draadvonkmachine en moest hij zelf uitvinden hoe de techniek, de markt en het ondernemerschap werkten. Nu, 36 jaar later, gebeurt iets vergelijkbaars. Alleen met meer ervaring. "Ik ben weer aan het pionieren en lekker technisch bezig. Uitzoeken wat kan, waar de grenzen zitten en hoe je een probleem oplost. Dat is eigenlijk wat ik altijd het mooiste heb gevonden."
Ook vertellen hoe jij iets bijzonders doet?
Laat het ons weten via redactie@metaalunie.nl.